Büschel Weihnachtsgruß 2020

SIE HABEN DIE WAHL, BÜSCHEL HAT DIE FEINSCHNEIDPRESSEN
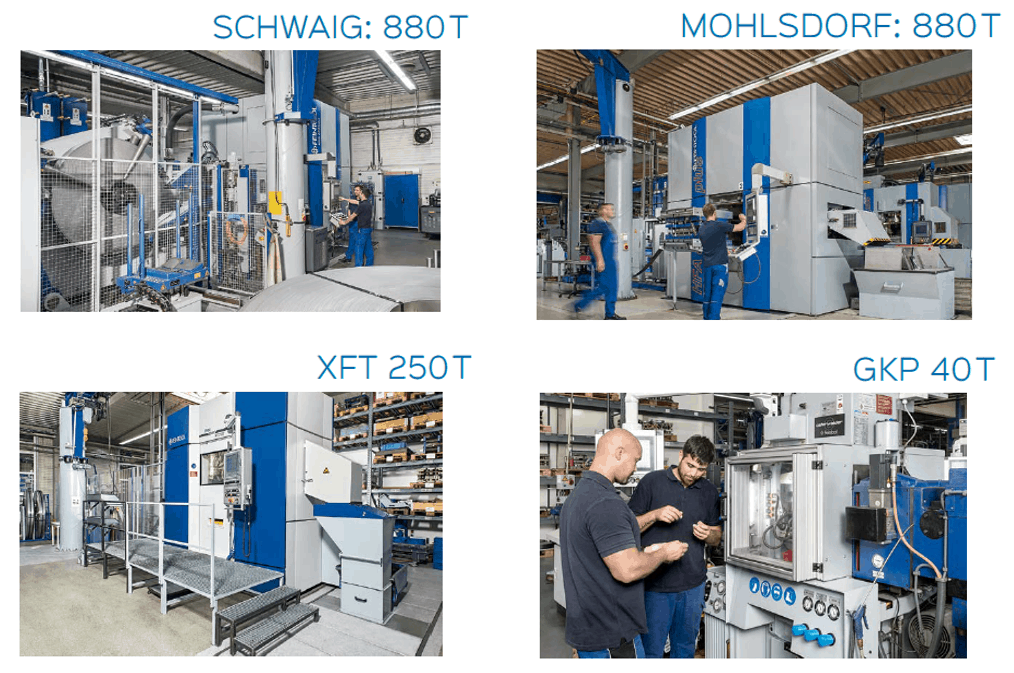
BÜSCHEL verfügt über 26 Pressen mit einem Pressdruck von 25 bis 880 Tonnen. Damit können wir Ihnen Bauteile von unterschiedlichsten Größen und Dicken (0,4mm bis 15mm Dicke) fertigen.
Ob HFA, MFA, GKP oder XFT – der BÜSCHEL-Bestand an mechanischen und hydraulischen Pressen für die unterschiedlichsten Anforderungen lässt keine Ihrer Wünsche offen, wie auch die abgebildeten Pressen belegen.
Die BÜSCHEL-Zweilieferanten-Strategie gibt Ihnen höchste Fertigungssicherheit – denn alle Pressen sowie Anlagen für spanende Fertigungsverfahren sind mehrfach und an unterschiedlichen Standorten vorhanden.

STANZEINZUG – BEST PRACTICE
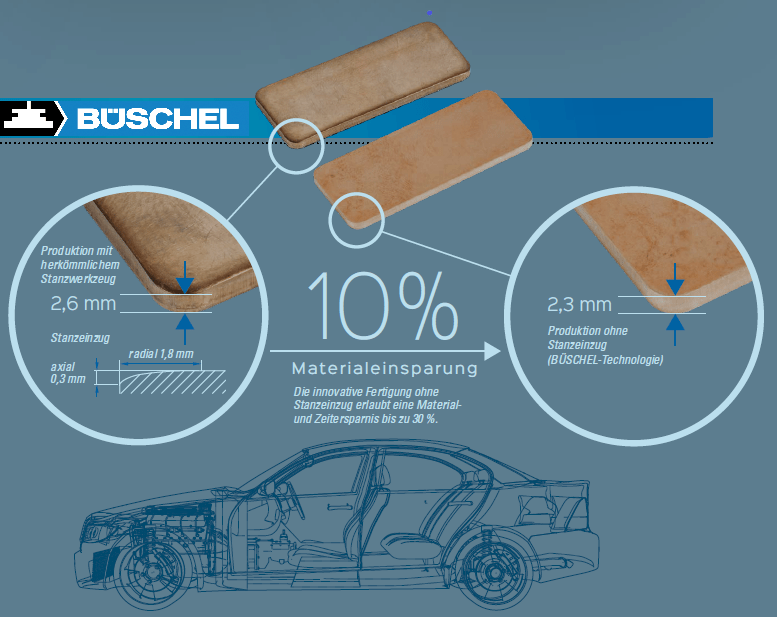
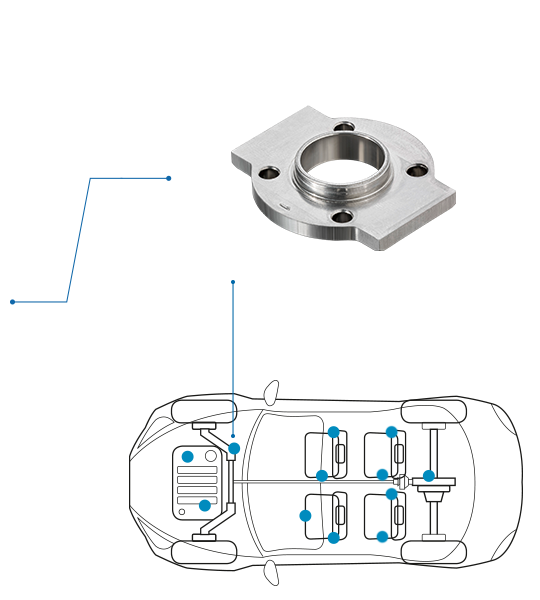
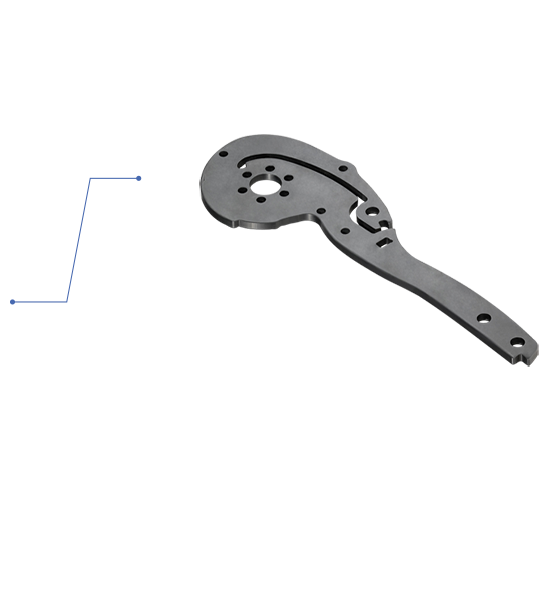
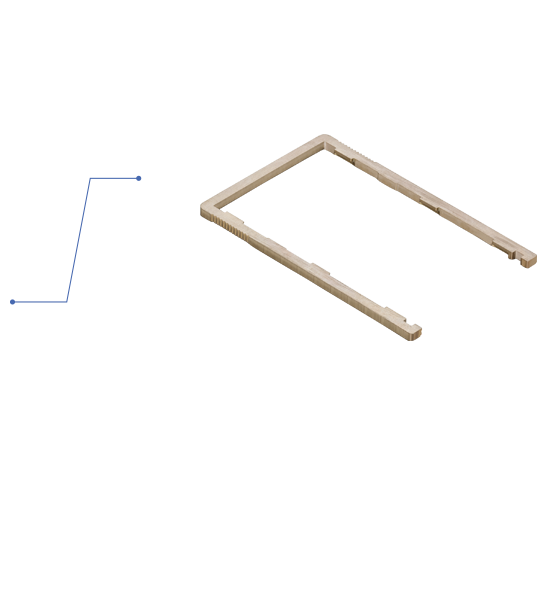
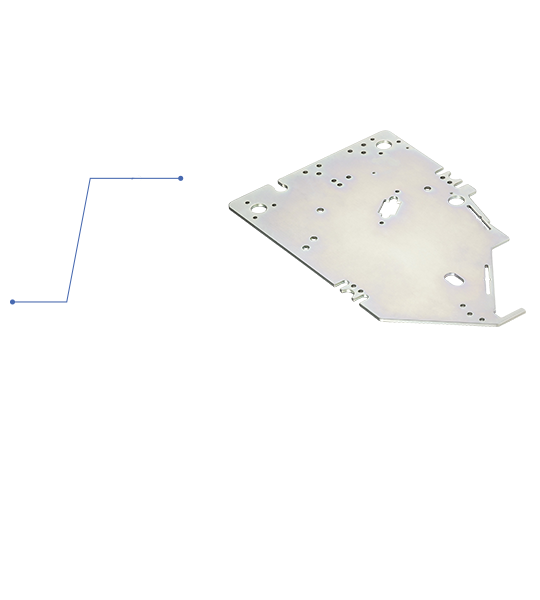
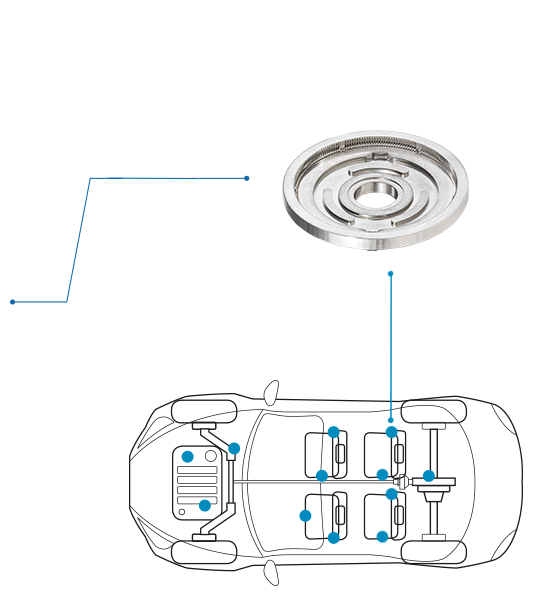
Wie erfolgreich spezielle Feinschneidwerkzeuge ohne Stanzeinzug operieren, zeigt sich am Endprodukt “KÜHLPLATTE”. Wir realisierten ein entsprechendes Werkzeug zur Herstellung von Kupfer-Kühlplatten. Diese Kupfer-Kühlplatten werden im Automobilbau eingesetzt, um die sichere Wärmeabfuhr der PKW-Elektronik zu gewährleisten. Durch unsere Technologie kann im konkreten Beispiel gegenüber dem bisherigen Verfahren eine Materialeinsparung von gut 10% erreicht werden (vorher 2,6 mm, nun 2,3 mm Materialdicke). Die Ebenheitstoleranz von max. 0,03 mm wird bei diesem Stanzverfahren weiterhin eingehalten. Durch den zusätzlichen Wegfall des Arbeitsganges „Schleifen auf Dicke“ (inklusive Handling und Transport) lässt sich eine Gesamtersparnis von etwa 30% gegenüber den klassischen Verfahren mit hohem Stanzeinzug erreichen.
WENIGER EINZUG BEDEUTET NICHT NUR MEHR TRAGANTEIL, SONDERN AUCH MEHR FREIHEIT IN DER KONSTRUKTION. WENIGER MATERIAL BEDEUTET NICHT NUR WENIGER KOSTEN, SONDERN AUCH MEHR ERFOLG IM WETTBEWERB. WENIGER AUFWAND FÜR DEN KUNDEN BEDEUTET EBEN: MEHR BÜSCHEL.
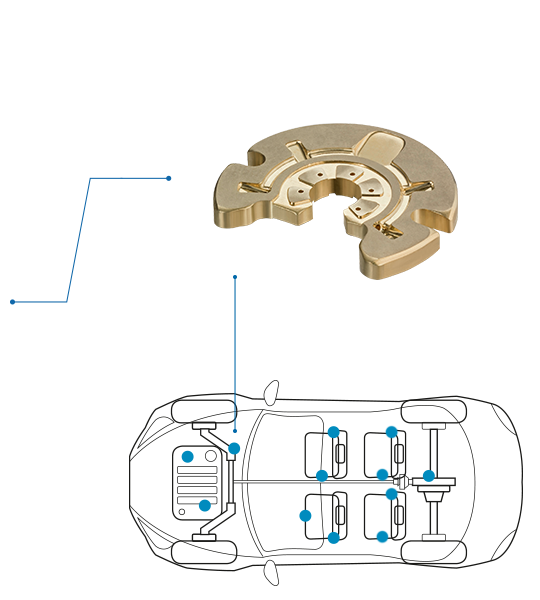
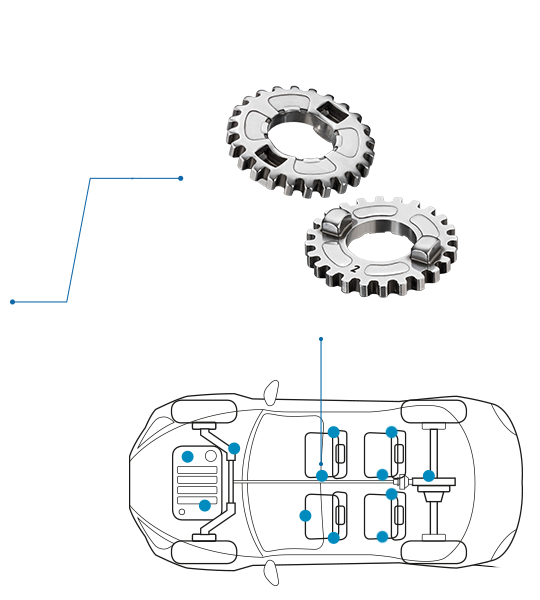
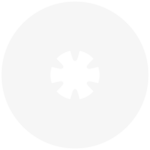
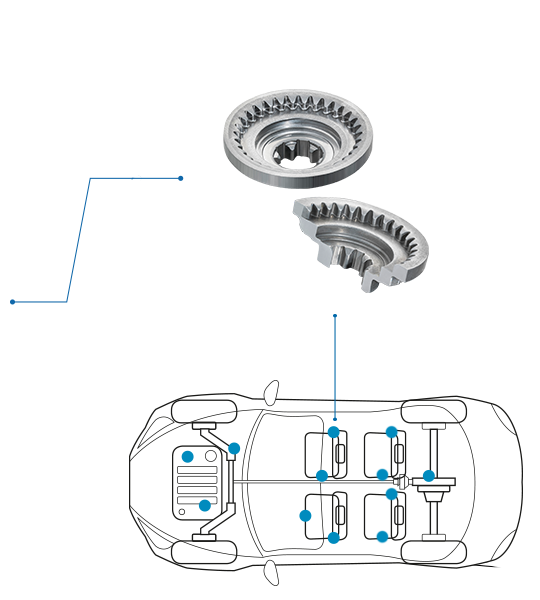
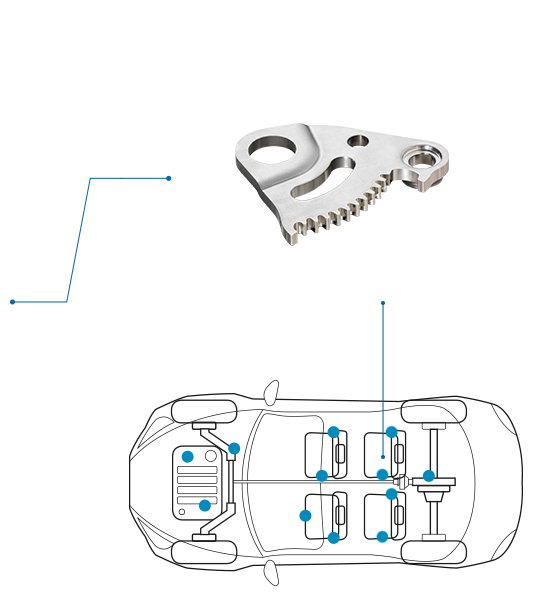
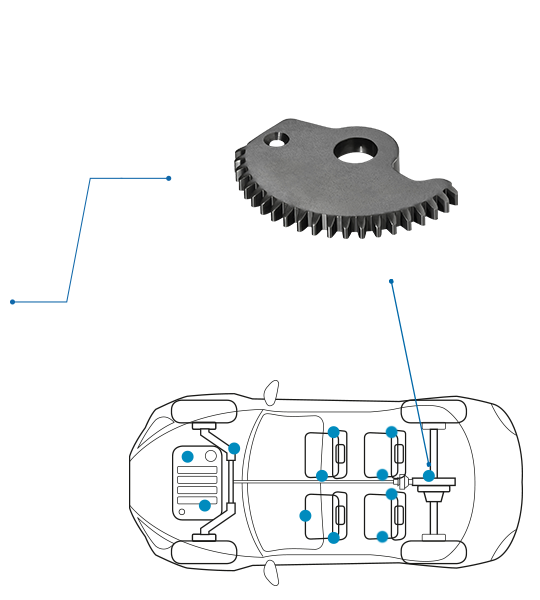
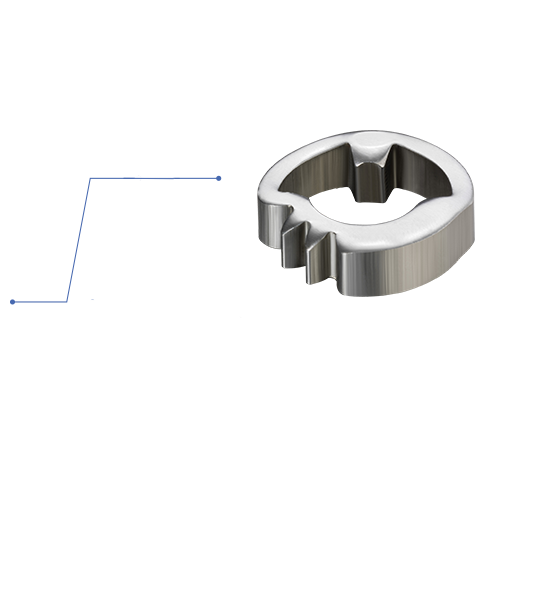
Auf herkömmlichem Wege entsteht durch die Verformung beim Feinschneiden von Verzahnungsteilen zwangsläufig ein Stanzeinzug zwischen 10 und 20 % der Materialdicke. Ein hoher Stanzeinzug an den Zahnspitzen führt jedoch zu Verlusten im Traganteil an den Glattschnittflächen. Um dennoch die gewünschte Festigkeit des Endproduktes zu erreichen, müssen die Teile zunächst aus dickerem Material gestanzt und der entstandene Stanzeinzug anschließend in einem nachgelagerten Prozess abgetragen werden. BÜSCHEL begegnet dieser Thematik seit > 20 Jahren erfolgreich: Wir fertigen bereits im Feinschneidwerkzeug Verzahnungen ohne Stanzeinzug. Somit können Sie dünnere Ausgangsmaterialien einsetzen und das Nachbearbeiten entfällt. Profitieren Sie also vom mehrfachen Nutzen: Materialeinsparung, damit verbundene Gewichts- und Platzersparnis und ein kürzerer Bearbeitungsprozess – bei gleichbleibendem Traganteil (Funktionsflächen). Solche Feinschneidteile kommen z.B. bei gurtintegrierten Sitzsystemen ohne Gurtführung in der PKW-B-Säule zum Tragen. Im Crashfall wirkt sich der höhere Traganteil an der Funktionsfläche in einer deutlichen Verbesserung des Insassenschutzes aus, da der begrenzte Einbauraum optimal genutzt wird.

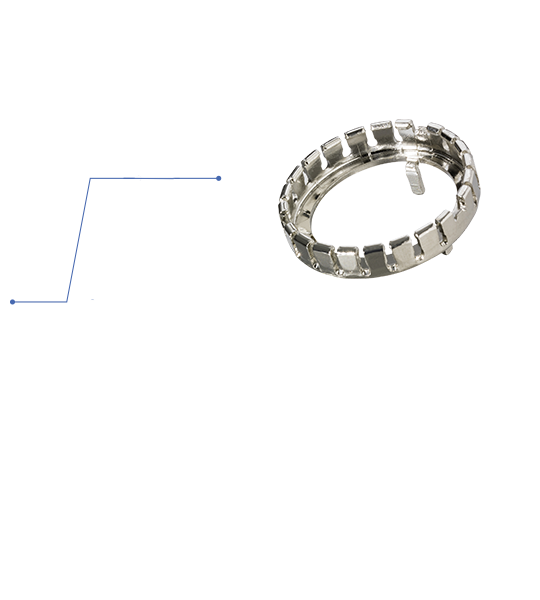
Hydrodynamische Lagerung für den Turbolader
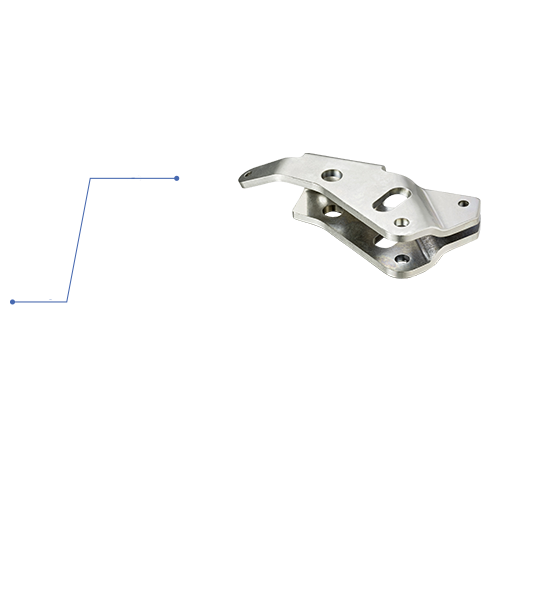
Sitzverstellung
Sitzverstellung

Einbau in Motoren
Einbau in Steuerventilen
Hecksitzverstellung in Limousinen
Mechanische Bewegung in Cabrio-Verdecken
Für Crimpzangen
Gehäuse von Speichermedien (z. B. Chipkarten)
Basisteil elektrischer Baugruppen in Blutdruckmessgeräten
Mechanisches Bauteil in Fenster- und Türschlössern
Lehnen-Verstellung in Hecksitzgruppen
Einbau in Motoren
Hydrodynamische Lagerung für den Turbolader
Sitzverstellung
Sitzverstellung
Einbau in Motoren
Einbau in Steuerventilen
Hecksitzverstellung in Limousinen
Mechanische Bewegung in Cabrio-Verdecken
Für Crimpzangen
Gehäuse von Speichermedien (z. B. Chipkarten)
Basisteil elektrischer Baugruppen in Blutdruckmessgeräten
Mechanisches Bauteil in Fenster- und Türschlössern
Lehnen-Verstellung in Hecksitzgruppen
Lehnen-Verstellung in Hecksitzgruppen
Hydrodynamische Lagerung für den Turbolader
Sitzverstellung
Sitzverstellung
Einbau in Motoren
Einbau in Steuerventilen
Hecksitzverstellung in Limousinen
Mechanische Bewegung in Cabrio-Verdecken
Für Crimpzangen
Gehäuse von Speichermedien (z. B. Chipkarten)
Bauelement der linearen Antriebstechnik
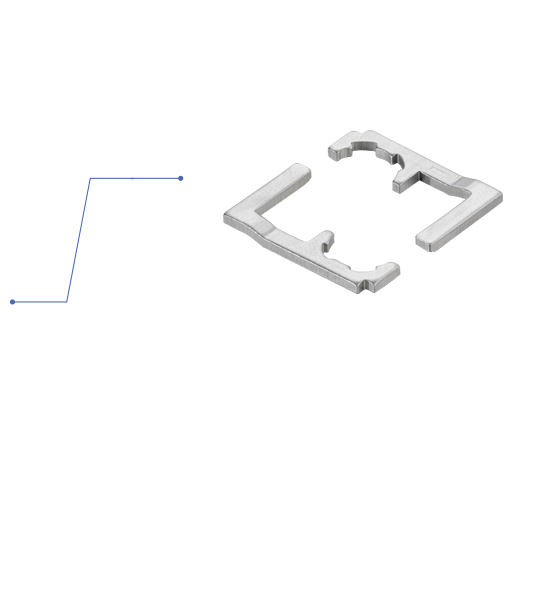
Fixierung und Halterung von Membranen auf Ventilplatten in Kühlschrankkompressoren
Fixierung und Halterung von Ventilplatten in Kühlschrankkompressoren
Mechanische Verstellung von Kontaktanschlüssen in Schaltschränken
Leistungsschalter zum Schalten von Strömen bis 20 A
Leistungsschalter zum Schalten von Strömen bis 250 A
Für Elektromotoren in Haus- und Gebäudeautomaten (z. B. Licht, Klima)
Basisteil elektrischer Baugruppen in Blutdruckmessgeräten
Mechanisches Bauteil in Fenster- und Türschlössern
Lehnen-Verstellung in Hecksitzgruppen
Hydrodynamische Lagerung für den Turbolader
Sie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von Turnstile. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von Facebook. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von Instagram. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von Instagram. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von X. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr Informationen